威士忌學
第一本以工程師的實證精神,追尋完美的究極之書
2000餘品飲筆記的大數據,尋究製程的完美數據──
研磨篩網比例、糖化槽溫度與PH值、橡木的物理與化學組成,
乃至撼動蒸餾廠根本的出酒率計算…
【本書精華】
上下五百年的歷史文化考究
作者上窮碧落下黃泉的翻找歷史文卷,從蒸餾的起源到技術發展,仔細追尋重要法案的成因及後果,一氣呵成的探究今日威士忌的文化成就。
分毫不差的製程數據分析
作者以其工程博士背景,從大麥研磨後的比例到出酒率精密計算,杜絕行銷術語及道聽途說,揭開威士忌製程的根本奧秘。
獨家珍貴圖表超過330+幅
作者及其同好走訪多次、探訪多年的圖片約270張,深入威士忌十多年,融會貫通後親製的獨家圖表約65張!一本就網羅世界各大酒廠壓箱的珍貴歷史和圖片!
【推薦人】
蘇格蘭雙耳小酒杯執持者(Master Keeper)個人品飲紀錄超過4500種 姚和成
飲食生活作家、蘇格蘭雙耳小酒杯執持者(Keeper of the Quaich) 葉怡蘭
台灣單一麥芽威士忌品酒研究社現任理事 蘇世昌
【本書內容】
挖掘歷史真相、直擊關鍵產區、深入蒸餾現場
第一本中文寫作的【威士忌學】書
■ 簡史
人類早在900年前便開始釀酒,但15世紀後英王亨利八世為了休妻而與羅馬教皇反目,讓原本教廷獨有的蒸餾技術流傳民間,而後開始大量釀製威士忌,卻也因為稅收問題,造成私釀橫行。
為了解決私釀問題,十九世紀中以前通過一系列法案,私釀廠紛紛合法化,並開始進行調合,同時也發現木桶陳年的優點,加上連續式蒸餾技術的革命性發明,形成威士忌產業的第一次大爆發。
派替生危機、一次世界大戰、美國禁酒令及二次世界大戰,讓產業蕭條數十年,等二戰結束,產業逐漸復甦,並在1970年代形成產量滿載的第二度大爆發。但前後兩度石油危機以及口味轉向,產業再度沉寂十數年,卻也埋下單一麥芽威士忌流行的種子。
邁入二十一世紀後,威士忌風潮再度吹起,從2000年以降,總共興建了27座新蒸餾廠,加上舊廠的擴建和增產,形成產業的第三度大爆發,正是我們躬逢其盛的這個時代。
■ 原料
仔細看看威士忌酒標上的成分:水、大麥(或麥芽或其他穀物)及酵母菌,如此簡單的成分卻讓威士忌風靡全世界長達百年,左右歐洲大陸經濟!
燃燒泥煤產生的煙霧,富含各種酚類懸浮微粒,附著在潮溼的麥芽顆粒上,經蒸餾後形成俗稱的泥煤味。有一說是泥煤味道貌似「征露丸」,但卻有人愛不釋手!
許多蒸餾廠摻用啤酒酵母,由於啤酒酵母比蒸餾酵母提早失去活性或甚至死亡,增加乳酸菌生長繁殖的風險,進而降低pH值,也跟著改變發酵風味。
■ 蒸餾
傳言「蒸餾器形狀決定酒廠風格」,但了解蒸餾器還不足夠瞭解酒廠,因為影響風味的還包含蒸餾器周邊的槽體、管線、溫控、能源系統等諸多設備!
全球眾多的威士忌品項中,蘇格蘭麥芽威士忌可能是最堅持傳統的一種酒類,數百年來都是簡單的以壺式蒸餾器作批次蒸餾來取得新酒,所差者,形狀、大小之別而已。
蒸餾器會由經驗老到的專業廠商製作,這些廠商握有眾多既有酒廠資料,因此可根據新酒廠所希望的風味提供專業建議,譬如噶瑪蘭酒廠便是委託1930年代成立的弗賽斯集團(Forsyths Group)作整廠規劃,但南投酒廠卻是徵調、整修台灣菸酒公賣局時代、原來用於蒸餾白蘭地的老蒸餾器,加上1座新購蒸餾器組成製作陣容,2間台灣的蒸餾廠各具不同的立足點。
■ 熟陳
位在肯塔基州的製桶廠(簡稱KYC),使用美國白橡木製作波本酒所需的橡木桶。這種橡木雖盛產於美國東部,但中部Ozarks山區因土壤較薄且多岩,因此慢速生長,木質密度較高也較為挺直,被評定為最優良的橡木來源。
台灣人偏愛雪莉桶的原因,主要在於相傳年份越高的酒色澤越深,而越老的酒風味自然越好。一般而言,波本桶的酒色較淺,雪莉桶較深,因此台灣人認為雪莉桶深色酒而風味佳。拉長陳放時間可能加深酒色,但與木桶的燒烤程度和使用次數息息相關,初次裝填的雪莉桶只需3、5年便可讓酒色深如醬油,許多2、30年的波本桶老酒依舊酒色清淡。
除了常見的橡木桶之外,少數酒廠另使用其他較為罕見的橡木桶,也曾聽業界人士談論,嘗試以製作墨西哥Tabasco辣醬的橡木桶,經清洗處理後來熟陳威士忌(但產品被SWA打回票,不得冠以Scotch Whisky之名)
■ 調和與裝瓶
威士忌酒商大肆炒作酒色,影響消費心理,法規也明訂允許加入焦糖著色。時至如今,只要瓶身上沒註明「No artificial coloring」等字樣的威士忌,都大可假設有添加著色物。
目前噶瑪蘭使用雪莉桶與波本桶的比例約為7:3,其中雪莉桶由西班牙2座雪莉酒廠提供(名稱保密),大部分是為了威士忌產業所特製的雪莉桶,小部分則來自雪莉酒產業的老雪莉桶,後者價高且取得困難,目前僅於勾兌使用,不作單桶裝瓶。
穀物威士忌於調和時極其重要,原因是穀物威士忌經連續蒸餾後,新酒酒精度高達94.5%,接近純淨無雜質的中性酒精,若放置於較小的橡木桶以及酒窖中溫度較高的位置,則可以在短時間——譬如15年內,達到和諧、平衡的熟成香氣。
***
根據蘇格蘭威士忌法規,所謂Scotch Whisky ──
「以水及發芽大麥或其他全穀物為原料,並且在蒸餾廠內製作成穀物糊,再以天然酵素糖化穀物糊,而後只得添加酵母菌以進行發酵。」
短短兩行字,包含了農業穀物改良、林木業、蒸餾化工業、器材製造業等工藝的進化,乃至集其大成、撼動經濟的龐大酒業,這數百年的歷史沿革與爭論不休,成就了不斷進化的威士忌科學!
作者簡介:
邱德夫
美國科羅拉多州州立大學土木工程博士(Ph.D),目前從事工程顧問工作,曾參與國內外捷運、道路、橋梁、水、電事業等重大工程規劃設計。
2005年開始經營「憑高酹酒,此興悠哉」部落格至今,已完成超過2000種以上的品酒筆記,發表上百篇的威士忌專業論述文章。
2006年加入「台灣單一麥芽威士忌品酒研究社」,並於2012~2015年擔任理事長,舉辦並協助數十場品酒會。
2014年開始於《財訊雙週刊》撰寫威士忌專欄至今。
2015年秋季取得蘇格蘭雙耳小酒杯執持者(Keeper of the Quaich)頭銜
2017年完成《威士忌的科學》之審訂。
2018年出版《威士忌學》(寫樂文化)一書。
有關「台灣單一麥芽威士忌品酒研究社」:
台灣單一麥芽威士忌品酒研究社(Taiwan Single Malt Whisky Tasting Association, TSMWTA)是台灣第一個威士忌專業品飲社團,成立的時間點恰為台灣(及全球)威士忌起興年代。當時幾位《明日報》及部落格版主經常相互交流及討論,最終決議組成威士忌同好團體,於2005年1月1日舉辦成立大會,並機緣湊巧的目睹單一麥芽威士忌的起飛,也見證這十幾年來如奇蹟般衝高的景象。
社團成立初始便以推廣、提倡威士忌品飲文化為己任,拒絕從事商業行為,固定以品酒會為主要活動。因此限制社員人數。不過當社群媒體席捲全球,為擴大討論研究風氣,所以在2012年於臉書成立公開社團,至2017年底為止,成員已超過13,000人。
章節試閱
【第一篇、 細說從頭】
──從生命之水到蘇格蘭威士忌
■蘇格蘭威士忌簡史(1823~1853):連續式蒸餾器、穀物威士忌
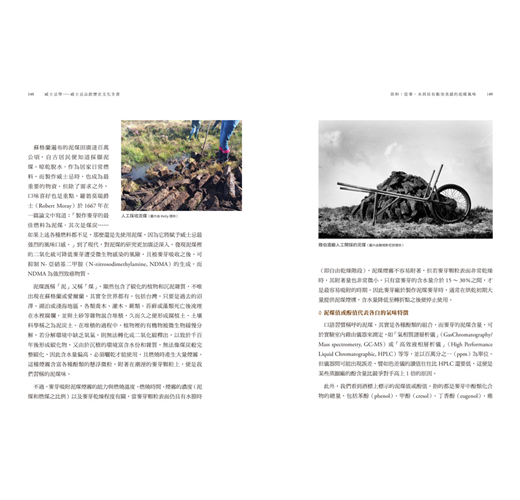
高登公爵的承租人喬治史密斯(George Smith),因應「貨物稅法」的實施於1824年率先輸誠,而蒸餾廠名稱則是我們熟知的格蘭利威(Glenlivet)。他原來也是一位私釀者,不過產量極低,每星期僅製作約1個重組桶(Hogshead,約250公升)的烈酒。多年之後他向報社講述合法化的心路歷程:「當新法案公布後,高地區的私釀業者都覺得不可思議,怎麼會有人願意相信政府?不過地主們十分焦急,盡其一切可能鼓勵承租人向政府投誠,只是我們依舊處在走私者的暴力威脅下。1824年的時候我年輕氣盛,同時也受到高登公爵的鼓勵,所以決定把握這個機會。不過鄰居們卻揚言要焚毀我的蒸餾廠,幸好亞伯樂(Aberlour)領主給我2把手槍自衛,這2把槍在10年內從來沒離開過我的腰帶」。如今這2把手槍展示在格蘭利威的旅客中心。
接下來世人耳熟能詳的高地蒸餾廠紛紛出列:皇家藍勛(Lochnargar)、麥卡倫(Macallan)、卡杜(Cardhu)、慕赫(Mortlach)、亞伯樂等等,波特艾倫(Port Ellen)也在同年成立,並且引進了剛剛發明、用以管控蒸餾酒量的烈酒保險箱(spirit safe),至於投誠的低地蒸餾廠更多,超過50間。
根據統計,1823年的合法蒸餾廠共計203間,隔年便增加到337間,其中79間屬於大型(蒸餾器大於500加侖),其餘則是小型(蒸餾器小於250加侖),而新成立的134間蒸餾廠中,29間都屬於大型。一窩蜂的投產下,合法威士忌的產量到1828年已高達1000萬加侖,遠超過蘇格蘭的需求,供需逐漸失衡,此時連續式蒸餾器的發明讓問題更形擴大。
▲淘汰壺式蒸餾器,不間斷的連續蒸餾器成為主流
至今為止所謂的蒸餾都使用壺式蒸餾器,以批次的方式進行,一個批次做完後必須清洗蒸餾器及管線,而後再進行下一個批次,工續多而流程慢,雖然低地蒸餾業者使用投機加速方法,產製的威士忌品質卻不被認同。這種情況在羅勃特史丹(Robert Stein)—— 一位在低地區Kilbagie蒸餾廠工作的蒸餾者,於1826年發明連續式蒸餾器之後有了革命性的改變,只要持續輸入酒汁,便能不間斷地蒸餾。
可惜羅勃史丹生不逢時,蘇格蘭威士忌的供需比例開始反轉,費一番心力後,這套劃時代的設備仍於1828年獲准試做,1829年5月取得專利並裝置在至今仍在運作中的克爾門布里基(Cameronbridge)蒸餾廠,到了年底,總共生產15萬加侖的麥芽威士忌。這個產量與當時的大型蒸餾廠比較,如麥卡倫的年產量5000加侖,不論量或純淨度都遠遠超過,且因口感溫和、酒精度高,適合摻料飲用。
就在相近的時間點,愛爾蘭都柏林一位稅務官埃尼斯科菲(Aeneas Coffey)也設計了類似的裝置,同樣是高聳的柱狀,但包含2座蒸餾器,而內部則採用銅製多孔蒸餾板,與羅勃特史丹使用的毛織布(haircloth)比較,不僅較為堅固,且因為銅質的化學交換作用,可產製出更純淨的新酒。
這套設備於1830年取得專利,而後於都柏林興建Dock蒸餾廠,並在倫敦成立蒸餾器製造廠。蘇格蘭第1座科菲蒸餾器,則是在1834年於早已消失的Grange蒸餾廠裝設,投資並未成功,但蒸餾方式終於大躍進,且相同的設計原理一直沿用至今,一般稱之為「科菲蒸餾器」、專利蒸餾器、柱式或連續式蒸餾器。
▲高低地區採用不同配方,釀製穀物混雜的威士忌
科菲蒸餾器裝置大、價格昂貴,但易於操作及維護保養,除了每小時可製作出驚人的3000加侖新酒之外,其酒精度高(94~96%)也更為純淨,有利於穀物威士忌的登場。過去由於地形、地質、土壤及氣候等關係交互影響,高地區的主要作物為大麥,而低地區則遍產大麥、裸麥及小麥,導致長久以來,高地區單純使用麥芽生產威士忌,而低地區則採用不同的穀物配方。
《國富論》的作者亞當史密斯也注意到此種情況,在書中提到:「所謂的麥芽威士忌只有1/3的麥芽,其他使用的穀物要不是未發芽的大麥,便是1/3的大麥和1/3的小麥」,由此可知當時的麥芽威士忌很可能混用不同穀物,並不像今天界定清楚。
只不過科菲蒸餾器雖然在愛爾蘭取得專利,但愛爾蘭的蒸餾業者並不買單,反倒在蘇格蘭更受歡迎,這種情況持續數十年並未改變,都柏林的蒸餾業者在1878年出版的一本《威士忌真理》(Truths About Whisky)小冊子中,便提到:「專利蒸餾器業者剝除了烈酒該有的一切。對人來說,就算剝掉衣物還是人,雖然不符禮法,所以這種「沉默的烈酒」(silent spirit)依舊是威士忌,但已經失去烈酒該有的飲用價值了」。
另一方面,英國於1815年開始實行的「穀物法」(Corn Laws)有了變化。這個法令原本是以徵收超高額的進口穀物關稅來保護國內農民,但就在1845~1852年間,愛爾蘭因馬鈴薯枯萎症導致大饑荒,史稱Great Famine或Great Hunger,超過100萬人死亡、100萬人移居他地,總人口減少20~25%。
首相Robert Peel眼見情況不對,1846年在國會倡議下廢除穀物法,大量進口廉價的美國玉米以消減機荒,但很快的,這種廉價穀物在蘇格蘭有了新的用途,科菲蒸餾器業者進口玉米取代價格較為昂貴的麥芽來製作烈酒,成本及售價大幅滑落,為接下來調和式威士忌的登場打下充足的基礎。
從原料的角度來看,不同穀物所含的澱粉、蛋白值比例不同,產製的威士忌風味自然也不同。一般而言,非大麥穀物的蛋白質含量較大麥為高,經發酵後產生的化合物較多也較雜。採用壺式蒸餾器作麥芽威士忌,即使經2次或3次蒸餾,仍無法將所有雜質濾除,導致新酒較「髒」,且由於麥芽是大麥發芽後,以泥煤烘烤燻乾製成,無法避免的飽含大量泥煤味,風味當然獨特,除了蘇格蘭高地區,其實並不受歡迎。
連續式蒸餾器如同進行10、20次的蒸餾,絕大部份分子較大、較重或沸點較高的化合物都會被濾除,因此得到的新酒較為純淨,若以廉價的玉米為主要原料,則毫無泥煤味的新酒酒質更是乾淨,就算口味較為平淡,卻可滿足廉價烈酒的消費需求,因此越來越受到歡迎。
不過這都是後話,這段時期只是稱是威士忌產業的搖籃期。
▲威士忌產業的搖籃期,多加工、少純飲
在威士忌產業搖籃期(約1825年以前),無論是產自英格蘭、蘇格蘭或愛爾蘭的威士忌,極少人拿來純飲,絕大部分的烈酒商都會加工精製以去除粗獷、刺激的風味,讓威士忌更能入口。加工的方法不外乎添加一些草藥或杜松子、莓果或松節油,而後再行蒸餾做出琴酒(British Gin),或仿製成白蘭地等外國酒,所以加工調製的烈酒商等同於掌握獲控制了大眾的口味。
以科菲蒸餾器產製的穀物烈酒,無論是來自愛爾蘭或蘇格蘭,送到英格蘭之後將重新再製成琴酒,小部分不加工而以「英國烈酒」(British spirit)的名稱便宜出售,其餘則調入少許麥芽威士忌在蘇格蘭銷售,到了19世紀中期,則輸往大英帝國所屬的澳洲、南非、加拿大及獨立後的美國。
不過在1840年前後,由於氣候不穩、農民收成差加上銀行破產,蘇格蘭威士忌的需求量從1836年的660萬加侖下降到1843年的560萬加侖,即使英格蘭對穀物威士忌的需求量依舊維持穩定,但大部分來自愛爾蘭,以致於蘇格蘭威士忌的整體產量減少1/4,蒸餾廠數量從230間減少到169間,不過格蘭花格(Glenfarclas)、格蘭歐德(Ord)、大摩(Dalmore)、格蘭傑(Glenmorangie)這幾座現在世人耳熟能詳的酒廠卻也在這段時間內誕生。對後世影響更大的是,調和威士忌的商業模式逐漸興起、漸成主流。
【第六篇、調和與裝瓶──製酒師一生懸命所追求的工藝】
■ 焦糖著色及冷凝過濾
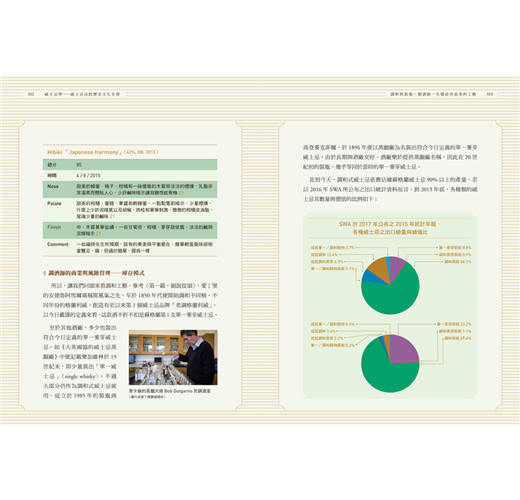
台灣是個威士忌非常成熟的市場,但也非常偏執,譬如SWA歷年來公布的統計資料,台灣自蘇格蘭進口的威士忌「總量」排名大多在十幾名,但「價值」時時在前3名;又或者是《麥芽威士忌年鑑》公布的資料中,台灣的麥芽威士忌進口量連年排名第3,但調和威士忌擠不進前10名,顯然台灣人總愛購買平均單價較高的單一麥芽威士忌,而非總量占9成左右的調和式威士忌。
在此種奇妙的偏執下,消費者對於部分行之有年的威士忌裝瓶處理方式,如添加焦糖著色以及冷凝過濾,有時顯得過於大驚小怪,似乎凡標註不添加焦糖、非冷凝過濾必屬好酒,反之則不屑一顧,是焉?非焉?先不論價值判斷,這2種延續數十年的製程,改變了消費者對威士忌的觀感,擴大威士忌的版圖,絕對值得我們仔細探究。
▲添加焦糖添加物以滿足豐潤色澤
調和使用的威士忌因存放的橡木桶各自不同,就算是相同酒齡,且經調酒師妙手調和後風味不變,但每批次調和後呈現的自然色澤不一定完全相同。消費者或許對威士忌品牌有相當的忠誠度,卻缺乏關鍵知識而無法理解這種自然現象,總認為外觀顏色一旦更改,其風味必定也隨之改變。業者為了讓消費者安心,只得添加不會影響威士忌的香氣口感的焦糖來調整色澤,保持每個批次的一致性,以增加消費者的信賴感。
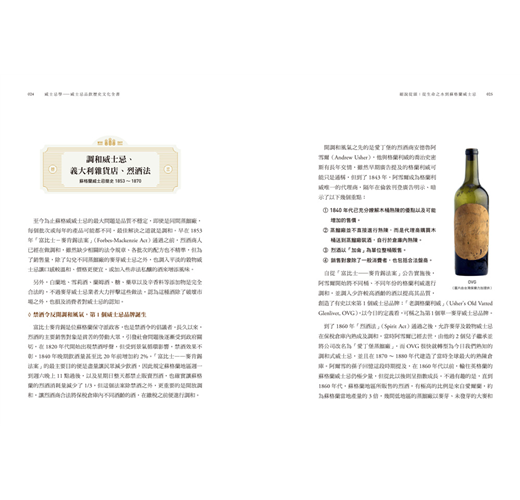
回溯歷史,蘇格蘭威士忌於1880年的烈酒法中,便記載有關合法使用焦糖的規定,但當時威士忌產業正處於第一次爆發期,不肖業者為求及早上市販售,不惜省略耗時費工的橡木桶陳年,而大量使用焦糖及其他添味劑來欺騙消費者。1899年的「派替生危機」促使長達十數年的辯論和修法,許多蒸餾業者向法院陳情,提出繼續使用焦糖的必要性,因此1909年修改烈酒法時,焦糖得以繼續使用。
二次世界大戰結束後,西班牙爆發內戰,雪莉桶嚴重短缺,恰好美國於1936年立法要求威士忌必須陳年於全新橡木桶,蘇格蘭業者順理成章的以波本桶取代雪莉桶,但陳放出來的威士忌色澤較淺,成為焦糖大量使用的關鍵時期。到了1960年代,透明的玻璃瓶逐漸取代傳統的綠色或咖啡色酒瓶,導致威士忌的色澤一覽無遺,除了讓業者更注重酒色的一致性之外,也同時催化冷凝過濾的廣泛使用,於是在1988年頒佈的威士忌法規中,明文規定在不影響原始香氣及口感的情況下,允許加入E150a焦糖著色,2009年重新修訂法規,仍繼續保留E150a為唯一合法的添加物。
焦糖色素最可能是被廣泛使用的食品級水溶性著色劑,我們每天看到吃到的食品如麵包、巧克力、餅乾、蛋糕、甜甜圈、冰淇淋、醬汁、可樂等等,所呈現勾引人食欲的色澤常常都來自著色劑。根據聯合國「糧食及農業組織/世界衛生組織聯合專家委員會」(Joint FAO/WHO Expert Committee on Food Additives, JECFA)的規定,焦糖著色劑可利用加熱碳水化合物而製成,另依添加物共分為I~IV4級,若依據歐盟標準,則為E150a~E150d:
E150a:普通焦糖(plain caramel),為「將碳水化合物(市售食品級甜味劑,含單體葡萄糖、果糖和(或)其聚合物,如葡萄糖漿、蔗糖和(或)轉化糖漿)經熱處理後的產品,可添加酸、鹼或鹽以促進焦糖化」,一般用於威士忌或其他高酒精度的烈酒。
E150b:容許添加亞硫酸鹽(sulphites),適用於含有單寧的干邑白蘭地、雪莉酒或葡萄酒醋。
E150c:可加入阿摩尼亞(ammonia),一般使用於啤酒、調味醬料或糕餅。
E150d:則可同時添加亞硫酸鹽和阿摩尼亞,用於酸性飲料如可口可樂、百事可樂等。
依E150a的製作規定,市面上可發現數百種相類似的產品,而最常使用的製作原料包括玉米糖漿、小麥、葡萄糖糖漿或是蔗糖,不同的原料和添加物將影響成品的色澤、黏滯性、電離子特性和pH值。
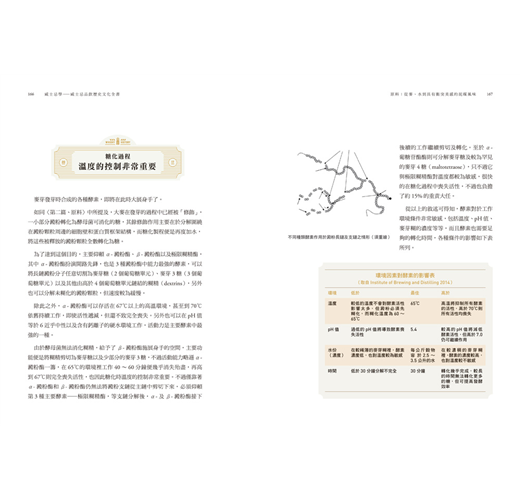
以色澤而言,由於果糖焦糖化的溫度最低,約110℃開始,所以其色澤最深,蔗糖及葡萄糖的焦糖化溫度約160℃,麥芽糖則為180℃。用於飲料的焦糖必須具有較低的黏滯性,否則不易溶解;帶負電離子的焦糖若加入帶正電離子的飲料,將可能出現凝絮現象或甚至沉澱,當然也影響其溶解性,不過威士忌一般攜帶負電荷,不致受到影響。
至於E150a之所以適用於烈酒,主要著重於對酒精的耐受特性,就算高達75%的酒精,依舊能保持穩定不變質。此外,大多數的焦糖在室溫下可保存2年左右,但必須避免陽光,陽光直射下可能幾個月或甚至幾個星期便褪色了,不過E150a最不容易褪色,也讓E150a保有著色的競爭力。
由於使用不同的原料和添加物,焦糖的化學結構十分複雜,即使是同屬於E150a也大不相同。但以製作方式而言,主要都是碳水化合物的脫水反應,讓多醣被分解為葡萄糖、果糖、半乳糖、木糖和麥芽糖,如果再繼續加熱,失去水分的單醣逐漸聚合成焦糖,並殘餘少許具風味的化合物如呋喃(Furans)、雙乙酰、麥芽酚、酯類和內酯。在這許多化合物中,呋喃的影響可能最大,出現類似烤堅果味,一般烘烤過的橡木桶也可以發現相似的味道。雙乙酰賦予奶油糖般的甜香,麥芽酚提供新鮮出爐的烤麵包香,而酯類和內酯通常帶來水果風味。
所以,正如威士忌業者和消費者之間反覆辯證的問題:添加焦糖著色劑是否影響風味?業者當然說無,消費者信誓旦旦說有,但若從組成的化合物觀之,辯稱毫無影響是不可能的,不過得考慮添加量。一般威士忌於添加焦糖前,先加水將酒精度調降到裝瓶度數,視勾兌調和後的自然色澤,以及所需要的色澤決定焦糖添加量,在容量約5公升的不鏽鋼桶內加入水或威士忌,而後放入焦糖,調和均勻後再倒入威士忌的調和桶中。焦糖的添加量不多,約0.01%~0.5%皆有,但由於一旦倒入調和桶,假若色澤過深,便毫無可能回復,因此通常先將90%的預估量倒入調和桶,然後測量威士忌的色度,再緩慢調整及量測,一直到預期的色度為止。
我於某些款威士忌確實可以明顯感受到人工焦糖的刺激味,某些則無,除了添加量的差別外,來自橡木桶半纖維素的熱裂解產生的天然焦糖也會造成混淆,另外雪莉桶的甜味同樣增添許多變數。
必須謹記,焦糖著色劑的目的只是為了調整色澤,如果影響風味,其實已經違反「保留原料、製作以及熟陳的顏香氣和口感」這項基本規定,而實際上,焦糖一旦添加過多,不但不甜,反而帶出一些刺激的苦味和澀感。
但如果感官不夠敏銳,無法分辨是否添加焦糖,消費者該如何滿足知的權利?蘇格蘭法規並未規定酒標上必須標示是否添加焦糖,但為了因應威士忌饕客的需求,凡是未添加焦糖且屬於近幾年的裝瓶,大抵都會在酒標上註明「Natural colour」等字樣,反之亦然,凡未作如此特殊紀載者,可大膽假設有添加焦糖。
▲冷凝過濾的原理與作用
所有的威士忌在裝瓶前都會做粗細不一的過濾,即便是以瓶中常見橡木或木炭碎屑,甚至細條織物著稱的黑蛇裝瓶廠(Blackadder) Raw Cask系列,也會將較大的碎屑濾除,否則太多懸浮物不僅影響外觀,也會影響入口的口感。不過類似的過濾只是將雜質去除,屬於物理方式,不致影響酒中的化學組成,冷凝過濾不同,是利用降溫方式,讓原本溶解於酒精中的化合物凝結,再過濾去除,以避免消費者加水或加冰塊飲用時,酒液呈現混濁而引發不必要的質疑。
甚麼物質會造成混濁?威士忌所含的同屬物超過100種,各自表現出不同的香氣與口感,大致可分為4大類,分別為酯類、雜醇類、脂肪酸以及醛類(aldehydes),其中會讓酒液呈現霧狀的主要為長鏈酯類,如月桂酸乙酯(ethyl laureate)、棕櫚酸異辛酯(ethyl-palmitate)以及亞麻酸乙酯(ethyl-palmitoleate)。這些酯類由乙醇與脂肪酸反應後形成,溶於酒精,但不溶於水,當酒精度降低到約46%的臨界值或溫度下降時,便會開始凝結懸浮在酒液中,成為冷凝過濾首要去除的對象。
不過這些長鏈酯類產生的風味不算突出,月桂酸乙酯帶出些許花香、水果以及蠟質感,棕櫚酸異辛酯和亞麻酸乙酯則主要提供蠟質或油性的口感,以及一些椰子和水果風味,但重要的是,由於這些酯類擔任活性劑角色,可提升或壓抑上述風味特色。至於短鏈酯類如乙酸、己酸或辛酸乙酯,因較具水可溶性,因此不致於被濾除。
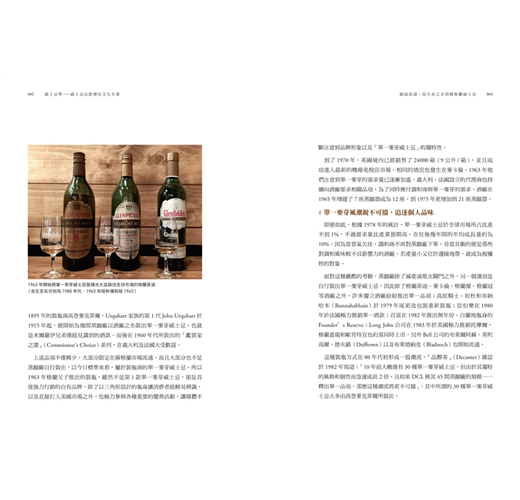
所有的威士忌愛好者都有一個普遍、但錯誤的認知,便是冷凝過濾的酒精度以46%為界,凡高於46%的裝瓶,必定非冷凝過濾,而低於46%,則必定經過冷凝過濾。但另一方面,市面上依舊可以尋獲少數43%的非冷凝過濾裝瓶,如亞伯樂12年、班瑞克(BenRiach)10年及16年等等,甚至還有40%,如威海指南(Compass Box)裝出的ASYLA,難道這些酒不會在常溫下就霧茫茫一片嗎?
問題在於46%雖然重要,卻不是像某種神祕門檻,重點在於酒中存在的酯類種類,其中長鏈酯類才是導致酒液混濁的主因。由於酯類牽涉一系列從發酵到橡木桶熟陳的變化,如果長鏈酯類的含量本來就少,以低於46%裝瓶時,凝結的酯類不僅少而且非常細微,可以躲過我們的凡胎肉眼,自然也無需作冷凝過濾了。
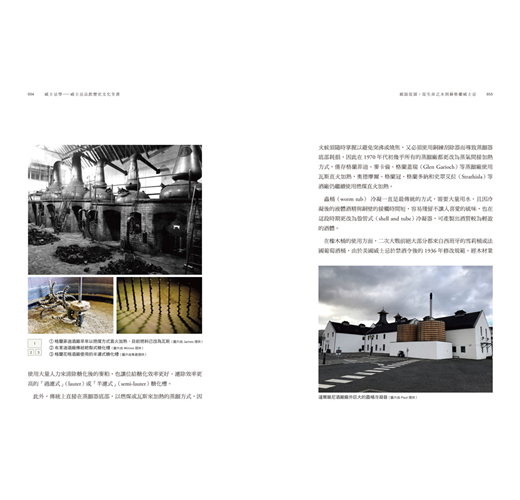
蘇格蘭威士忌業界常用的過濾設備為一層層並排的纖維板,先將威士忌溫度降低到0~4℃,也有可能更低,譬如在多年前著名的「威雀」系列推出冷凝到-8℃的「銀雀」便是一例。冷凝時間不一,格蘭傑採用3小時,而其他酒廠可能降溫超過24小時,待冷卻完成後,以20~60 psi (約1.4~4.1大氣壓力)的壓力將威士忌壓送通過濾板,壓力越大,過濾速度越快,但也可能越不完全,而過濾效果視濾板而定,但至少可將5~7微米(µm)的微粒濾除。
不過必須了解,蘇格蘭冬季氣候是相當寒冷的,談論冷凝過濾的「冷凝」不能以亞熱帶的氣溫來揣度。格蘭花格的第5代掌門人在一段訪談影音中提到,在寒冷的季節裡,過濾裝瓶前他們所做的不是冷凝,而是將溫度提高到。事實上,由於氣溫有高有低,因此他們將過濾前的溫度都固定在4℃,因為格蘭花格認為在這種溫度下,可以適切的展現出酒廠特質。
從以上的說明可知,冷凝過濾的效果除了「冷凝」溫度和延時以外,最重要的還是濾板的材質、數量、過濾時所施加的壓力等等而定,不同酒廠使用不同的設備及方法,濾除的物質也多少有些差異。
至於是先加水稀釋再進行冷凝過濾,還是到先過濾後再稀釋?同樣的,各酒廠作法不一,過濾後再稀釋可減少過濾的處理量,但若先稀釋再過濾,則可濾除更多的長鏈酯類而讓酒質更為純淨。只不過酒廠對此諱莫如深,很難找到技術資料,也從來不願意坦承自己的酒款做了冷凝過濾,因為從消費者的心理角度,無論從酒中拿走多少物質,都不再是酒存於橡木桶的本來面貌,絕對會喪失部分風味,但,確實是如此嗎?
【第一篇、 細說從頭】
──從生命之水到蘇格蘭威士忌
■蘇格蘭威士忌簡史(1823~1853):連續式蒸餾器、穀物威士忌
高登公爵的承租人喬治史密斯(George Smith),因應「貨物稅法」的實施於1824年率先輸誠,而蒸餾廠名稱則是我們熟知的格蘭利威(Glenlivet)。他原來也是一位私釀者,不過產量極低,每星期僅製作約1個重組桶(Hogshead,約250公升)的烈酒。多年之後他向報社講述合法化的心路歷程:「當新法案公布後,高地區的私釀業者都覺得不可思議,怎麼會有人願意相信政府?不過地主們十分焦急,盡其一切可能鼓勵承租人向政府投誠,...
推薦序
台灣威士忌的「知識狂熱者」
葉怡蘭
飲食生活作家、蘇格蘭雙耳小酒杯執持者(Keeper of the Quaich)
毫無疑問,在世界威士忌版圖上,台灣絕對佔有著舉足輕重的位置。
威士忌在台灣,從發端到興盛才短短不過十數年,卻明顯成就斐然。不僅銷售量在全球市場上名列前茅、且半數集中於進階級酒款;在專業領域也備受敬重:新品限定品常在台灣首發或獨賣,各品牌與酒廠總製酒師調酒師年年來訪,在地蒸餾廠與選桶裝瓶更在各種國際競賽中屢創佳績……
細究其中原因,我認為,和威士忌從一開始,便成功在台建立起博大精深品味形象大有關係。
其時,由先驅飲者(業內慣稱為「達人」)們領頭,積極擁抱、深入威士忌的知識面,從類型、產地、原料、釀造與蒸餾工藝以至熟陳、調和、裝瓶,每一環節學問講究都深入挖掘鑽研;並紛紛成立專門社團,開辦品酒會、課程,熱烈交流討論。究極之深,每讓遠渡重洋來台之專家大師驚嘆咋舌刮目相看。
讓威士忌得以擺脫其餘酒類習見的乾杯豪飲文化、或是虛無縹渺的浮面尊榮表象,在這品味顯學、智識故事為王的時代裡,先一步吸引菁英族群的關注與興趣,繼而一年年風行草偃,朝廣大消費群眾間擴散普及,蔚成龐大勢力。
而一眾達人間,本書作者邱德夫──我習慣敬稱他為邱大哥,可說是其中頗具代表性的一位。
相識相契十多年,在無數酒聚酒會中同座飲酒論酒、兩度同行拜訪國外酒廠酒鄉,邱大哥對於威士忌的旺盛求知慾和追根究柢毅力,總是讓我備受激勵。
一如邱大哥多年來屢次行文提及,專業工程師出身,使他對於原理、技術、圖表、數據,以至他所謂的「真相」、「證據」有著超乎尋常的執迷。
他不僅博覽群籍、找足資料,每回品酒會、每一次酒旅,更從現場發問到事後email往還,無不以著非把原廠榨乾淘盡的氣勢,每一製程細節都必得徹底通曉分明不可。
因此,出乎私心,我一直盼著邱大哥快快出書。畢竟,比起部落格與專欄上零星散落閱讀加上偶而當面切磋,我更想能有一整本內容俱全著作,將他十數年來於威士忌學海裡的修習研究、統整歸納,悉數有理有序通通貢獻出來,好讓我一次讀個明白痛快。
鞭策多年,此刻終見成書。展讀書稿,果然一點不負所望,這本書,非常邱大哥。
一點不是他老愛自謙(雖然在我看來更像是誇耀)的詰屈聱牙艱澀板硬冗長難懂──事實上,我家另一半向來戲稱邱大哥為「文老」,所謂文老者,資深文青也;蓋因威士忌之外,他對文學也頗有雅好,日常言行和文字都流露濃濃文人氣文人樣。
遂而此書,當然全不見任何邱大哥平素最鄙視的「風花雪月」,卻是敘述析理活潑生動流暢,偶而穿插一己之感觸感發裡,還隱隱然透著些許任情和浪漫。
但章章篇篇,都是積累醞釀龐然深厚而發、擲地有聲的大塊文章。
大不同於此刻中文書市裡的國內外威士忌著作之通常大半本篇幅都由酒廠介紹占掉,一如書名,此書貨真價實正正就是一本「威士忌學」。
開篇娓娓談過歷史之後,接下來五章,便全然結結實實聚焦於完整製程的「鉅細靡遺」呈現。
說它「鉅細靡遺」可絕非客套或玩笑話。近十九萬字數裡,汪洋浩瀚涵蓋包羅遼廣深入:比方自古至今法令稅制的變遷,大麥、水源、酵母的組成構造及成分分析,歷來大麥品種出酒率與產量的比較,泥煤所含不同酚類化合物的詳述,各酒廠麥芽與新酒的泥煤含量對照,蒸餾器本體以至各部位零件材質為銅或不鏽鋼所形成的個別差異,蒸餾時水酒混合液在不同溫度下所產生之乙醇液態與氣態變化,2次、3次、2.5次、2.81次蒸餾流程的完整運作說明,各類橡木桶材加熱後所產生之纖維素、木質素、橡木單寧、橡木內酯高低所帶來的個別風味影響……等等等等,百分百來自一名知識控、原理控、技術控、數據控、圖表控的狂熱「工程師」的「表」圖文並茂威士忌書寫。
尤其在徹底實事求是抽絲剝繭同時,還據理針對種種時下迷思、潮流甚至既有傳統之存在必要性奮勇提出質疑與詰問,並對正初初萌芽的新實驗新嘗試細細說解評介後,進一步寄予鼓勵和展望……
讀來一點不枯燥,反覺加倍興味盎然。只因這種種,都非單單就是資料數字的堆砌,而是一一清楚指向酒液裡,每一細微色、香、味與韻之究竟由何處來,以及,將往何方去。
「原來如此啊!」──對飲食向來求知若渴的我,太清楚這感官覺知與門道智識講究學問的能夠連結、有源有本,是何等踏實暢快,咀嚼回味不盡,愛悅繫戀綿長。
且不獨我如此,相信眾多台灣威士忌飲者們也都一樣,長年樂在這連結中,耽溺沈醉、流連忘返。
所以我認為,《威士忌學》此書不只非常邱大哥,還非常台灣。
鮮明具現了台灣威士忌界獨樹一幟的「知識狂熱」特質;也為這明明非為歷史悠久之產威士忌飲威士忌國度,卻能在短時間內風起雲湧豐收傲人碩果,留下絕佳印證與註腳。
台灣威士忌的「知識狂熱者」
葉怡蘭
飲食生活作家、蘇格蘭雙耳小酒杯執持者(Keeper of the Quaich)
毫無疑問,在世界威士忌版圖上,台灣絕對佔有著舉足輕重的位置。
威士忌在台灣,從發端到興盛才短短不過十數年,卻明顯成就斐然。不僅銷售量在全球市場上名列前茅、且半數集中於進階級酒款;在專業領域也備受敬重:新品限定品常在台灣首發或獨賣,各品牌與酒廠總製酒師調酒師年年來訪,在地蒸餾廠與選桶裝瓶更在各種國際競賽中屢創佳績……
細究其中原因,我認為,和威士忌從一開始,便成功在台建立起博大精深品味形象大有關係。
...
作者序
白髮戴花君莫笑,人生何處似樽前
唐朝詩人杜甫,少時豪放自負,中年以後漂泊流落四川成都、寄居草堂,寫下《江上值水如海勢聊短述》詩云「為人性僻耽佳句,語不驚人死不休;老去詩篇渾漫興,春來花鳥莫深愁。新添水檻供垂釣,故著浮槎替入舟;焉得思如陶謝手,令渠述作與同游」當今世人皆曉「語不驚人死不休」的大鳴大放,卻鮮有人知詩人「為人性僻耽佳句」而捻斷數莖鬚的辛苦執著,不過杜老歷經滄桑浮沉後,終究放下偏執的性情,不再一字一句的耽持推敲,卻也難免寂寥,渴盼有陶謝諸文老作伴漫遊。
杜老此詩寫於50歲上下,若以今日人類健康長壽的角度觀之,仍屬壯年,更與我年紀相當。不過生為現代人的我,個性就算孤僻,就「交遊」一事上擁有比杜老更多的可能,尤其是網路興盛之後,懷四十年不遇之才有了出口,所以書寫部落格,潛心練酒,更進而跨出電腦螢幕外,認識了一批酒徒同好,除了加入台灣第一個專業威士忌的品飲團體「台灣單一麥芽威士忌品飲研究社」(TSMWTA)之外,也盡力參加各類品酒盛會,藉由各式各樣的酒款以及往來大師的講解開釋,努力吸收前輩高人的酒知酒識,用以彌補起步過晚的不足。
這一段時間極長,自2004年開始,馬步蹲了約莫10年,重心放在大量品飲以建立自我的感官資料庫。如今回想這段時期,每日案牘勞形的疲累工作後,最大的幸福莫過夜裡的品飲時間,我將蒐集而來的酒款樣品有系統的一一試過,寫下品飲紀錄,再放在部落格讓眾酒友回饋討論,猶如睡前儀式般神聖又甜蜜,逐漸累積了超過2000個酒款資料,也築就充分、但從來不敢稱完備的認知。據此在外走闖,「達人」稱呼每每讓我心驚肉跳,因為所學功夫並不紮實,多來自道聽塗說或網路資料,且疑惑越學越多,何達之有?2014年底有了最重要的契機,姚和成(K大)、陳正穎(老鼠)及李宏仁(瘋狂喵喵)於臉書號召讀書會,以分章方式讀完硬底子的基本科學書Whisky: Technology, Production and Marketing。這本書是蘇格蘭Heriot-Watt大學釀造及蒸餾研究所使用的教科書,不僅深入製程細節,涵蓋面又廣及裝瓶行銷,只是對於非生化科學背景的我而言,讀來痛苦莫名,但從2015年1月的第一次聚會,到2016年11月的最後一次,一字一淚、血汗交織的讀下來,心底越來越踏實,書寫的文字也從感官分析,逐漸偏向-工程?
沒錯,我是受過長期專業訓練的工程師,過去所有的學習和工作經歷都教我有幾分證據講幾分話,數據是王,頂多加上可容許的安全係數,幾十年的制約,多說一分都會逾越我的心理紅線。另一方面,威士忌是一種非民生必須品,客層有限,販售時需要包裝,而包裝是一種藝術,必須說得巧又夠讓人信服,絕非死板板的數字,也因此與我的訓練存在先天上的差異橫溝。由於習慣性的解構話術,又是個不折不扣的懷疑論者,對於所有看得到、讀得到的行銷包裝都存有一定的懷疑,以致追根究底,最愛提問,每有會意,便欣然忘食(咦?) 總之,這兩三年間,我的文章風格愈發遠離風花雪月,愈發去追究一般愛酒人士感官讚嘆之餘,不怎麼在意的微末細節,一心以為浪漫不足以製酒,回到製作的初始,方是所有包裝的基礎,而用圖表去解釋威士忌,不正是工程師的重責大任嗎?(一笑)
寫部落格是很私人的,也相當寂寞,因為除非留言回饋,否則永遠不知道讀者是誰。到了資訊快速流動的今天,這種寂寞感更是排山倒海,某個話題或許可能吸引他人目光片刻,但立即被其他議題覆蓋,以致部落格經營13年,累積的點閱總數僅66萬人次,雖說差強人意,卻萬萬不及隨便哪個網紅正妹一天的點閱率,所以未曾有過集結出書的打算。不過隨著字數的累積增加,以及從2014年起於《財訊雙週刊》書寫專欄,越來越多出書的聲音在耳邊營營作響,初時無感,惟幾位重量級人物如姚和成、王學信(班長)開始推坑後,自小懷抱的作家夢想逐漸甦醒,但依舊自忖,現代人能耐著性子讀多少文字?尤其是詰屈聱牙的技術類,出書豈不等同害了出版社?反反覆覆的猶豫,真正臨門一腳是好朋友怡蘭踢出,她不僅直接找來出版社,還在安排見面中說了一句「這本書你不寫誰寫?」我虎目含淚,只能點頭稱是。
寫部落格是寂寞的,寫書則是痛苦,原以為將過去的文字湊合湊合也是十來萬字,足夠撐出一本2、3百頁的書,但過去的邏輯訓練不這麼輕鬆放過我。擬定的大綱其實單純,只是從原料、原料的處理、蒸餾、熟陳到調和裝瓶等大家耳熟能詳的製程主項,加上一篇簡史,我稱之為「威士忌六講」(這是我最早構思的書名,卻因為太過老掉牙而被老婆、兒子打槍),實際寫起來,以前累積的文字幾乎不管用,砍掉重鍊之外,單單「簡史」便叫我寫到地老天荒。從此手邊擺著一本又一本的參考書,網路資料往來對照(多言一句,網路資料謬誤甚多,絕不可盡信),蘇格蘭的幾位大師也被我追著煩,逮到機會就問,問不出答案寫信去追,我能想及的疑惑,非得上窮碧落下黃泉的挖出根底不可。就這麼緩慢的,約一個半月一篇的進度完成架構並堆砌骨肉,而後再不斷的、似乎永無止盡的根據詢問得來的資訊去修改,折磨到自己尚可接受,總字數也遠遠超出預期。
徒文不足以成書,缺少圖片,讀者可能無法從文字理解我拙劣的說明。為了蒐集想要的圖片,幾乎威士忌界所能尋得的資源都被我煩了好幾番,無論是酒公司如愛丁頓寰盛、格蘭父子、台灣保樂力加、人頭馬君度、酩悅軒尼詩、帝亞吉歐、台灣三得利、金車噶瑪蘭、南投酒廠、隼昌、尚格、廷漢、豪邁和橡木桶洋酒,或是個人如Max、Paul、Kelly、Afra、Kingfisher、Winnie、Alex、Thomas、Cathy、威利,或甚至網路上鼎鼎大名的法國老Serge以及遠在加拿大的Davin de Kergommeaux,都被我糾纏了好久。可由於我的需求異於常人,著重在細部解說,以致忍痛捨棄許多華美的沙龍照,反倒是幾位好友於參觀酒廠行程中,一些不經意透露製程細節的照片讓我如獲至寶,同時也驗證了書本上的知識。但無論如何,眾多朋友提供了近13G的照片,或有用或未用,全都讓我衷心感謝也永銘五內。
白髮戴花君莫笑,人生何處似樽前
唐朝詩人杜甫,少時豪放自負,中年以後漂泊流落四川成都、寄居草堂,寫下《江上值水如海勢聊短述》詩云「為人性僻耽佳句,語不驚人死不休;老去詩篇渾漫興,春來花鳥莫深愁。新添水檻供垂釣,故著浮槎替入舟;焉得思如陶謝手,令渠述作與同游」當今世人皆曉「語不驚人死不休」的大鳴大放,卻鮮有人知詩人「為人性僻耽佳句」而捻斷數莖鬚的辛苦執著,不過杜老歷經滄桑浮沉後,終究放下偏執的性情,不再一字一句的耽持推敲,卻也難免寂寥,渴盼有陶謝諸文老作伴漫遊。
杜老此詩寫於50歲上下,若以今日人類...
目錄
【推薦序】靠精準數據熟陳的威士忌全書 姚和成
【推薦序】知識狂熱者的威士忌書寫 葉怡蘭
【推薦序】酒勿嫌濁,人當取醇 蘇世昌
【自序】白髮戴花君莫笑,人生何處似樽前
第一篇 細說從頭──從生命之水到蘇格蘭威士忌
蘇格蘭威士忌簡史
1494~1725年:啟蒙及私釀
1725~1823年:酒汁法、高地線、貨物稅法
1823~1853年:連續式蒸餾器、穀物威士忌
1853~1870年:調和式威士忌、義大利雜貨店、烈酒法
1870~1900年:DCL、The Glenlivet、大爆發、塔樓、派替生危機
1900~1914年:何謂威士忌、Whiskey
1914~1933年:一次大戰、熟陳年限、酒精度、美國禁酒令
1933~1945年:二次大戰、大蕭條、SWA
1945~1975年:第二次大爆發、威士忌湖、產製技術
1975~1994年:第二次大蕭條、單一麥芽威士忌、國際化
*延伸閱讀:關於Keepers的二三事
1994~現在年:第三次大爆發
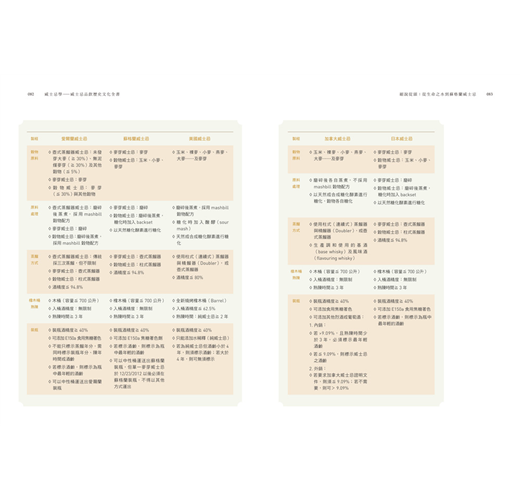
威士忌的5大產國及規範
1.愛爾蘭2.蘇格蘭3.美國4.加拿大5.日本
第二篇 原料——從麥、水、酵母菌道具有衝突美感的泥煤風味
穀物使用簡史
大麥歷久儲存,成為發芽穀物主要原料
蒸餾原料區分為高地區的大麥,低地區則混有其它穀物
大麥品種的遞變
黃金諾言大麥登場,縱橫威士忌酒業長達20年
培育新品種大麥所需的成本所費不貲
*延伸閱讀:大麥與風土品酒會拾穗
*延伸閱讀:再談大麥——從Tusail品酒會談起
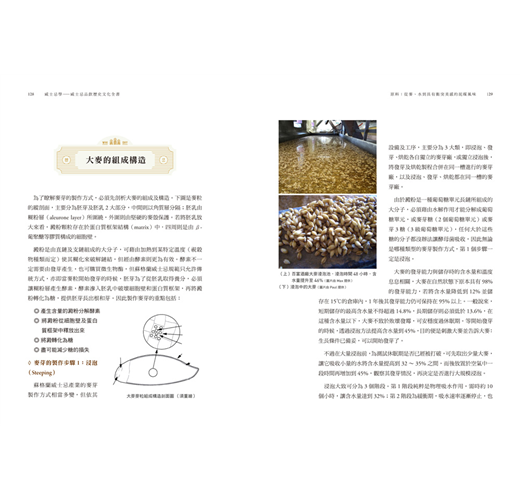
大麥的構造及組成
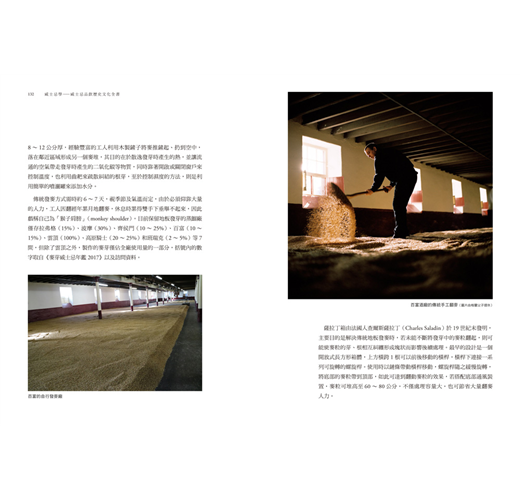
麥芽的製作步驟1:浸泡(Steeping)
麥芽的製作步驟2:發芽(Germination)
麥芽的製作步驟3:烘乾(Kilning)
商業麥芽的規格
其它可作為威士忌原料的穀物:1.玉米2.小麥
最具衝突美感的特異風味:泥煤
泥煤值或酚值代表各自的氣味特徵
泥煤區的種類與含量
蒸餾廠選址的最重要因素:水
製酒過程中的各種水:1.製作水2.輔助用水
第三篇 原料的處理——決定酒精產出與芳香風味的因子
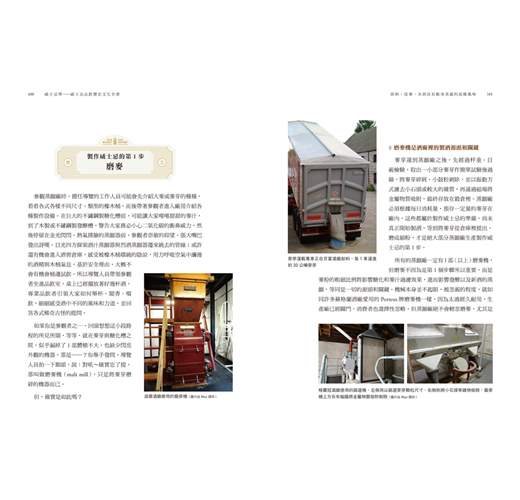
製作威士忌的第一步:研磨
研磨機是酒廠裡的製酒源頭和關鍵
研磨機的分類
嚴密控溫的製程:糖化
蒸餾廠最高技術性的流程、評斷蒸餾者能力的關鍵
1.傳統式糖化槽2.半濾式糖化槽
穀物威士忌的糖化
製造酒精的微生物:酵母菌
商業酵母
發酵4大製程:投入(pitching)有氧、厭氧、結束
發酵時間與雜菌
第四篇 蒸餾──天使與魔鬼並存的蒸餾技術
蒸餾器形狀決定酒廠風格
設備與風格間之對應關係
銅的功效
*延伸閱讀:艾莎貝初探
*延伸閱讀保險箱還有課稅功用嗎?
*延伸閱讀:酒心切點的差異比較——以TTL 泥煤版為例
*延伸閱讀:算術練習——以Auchroisk 蒸餾廠為例
*延伸閱讀:穀物蒸餾
第五篇 熟陳──橡木桶的追逐與迷思
橡木桶:威士忌陳年的關鍵
橡木的種類與組成
鍍金年代的浮華亂象
雪莉桶迷人風味大受歡迎
「豬頭桶」帶來混合木桶的風味
各式橡木桶的種類與特色比較
認識波本桶與雪莉桶
波本桶的製作(以KYC製桶廠為例)
雪莉桶的製作(以愛丁頓集團為例)
橡木桶的生命力影響酒的風味
橡木桶的3大互動熟陳階段:1.排除2.賦予3.互動
影響橡木桶熟陳的兩大因子:1.時間2.入桶酒精度
橡木桶的儲存受制於倉庫裡的微氣候
橡木桶會進行呼吸作用?——天使的分享
橡木桶使用策略
琥珀光迷思,色不迷人人自迷
第六篇 調和與裝瓶──製酒師一生懸命所追求的工藝
製酒師一生懸命所追求的工藝
調和威士忌考驗製酒師工藝
千帆過盡皆不是:單一桶為饕客行家的晉身階?
*延伸閱讀:「源自日本,調和藝術之美」- 響的調和講座
*延伸閱讀:福與先生新響示誠
酒精度限制及酒度標示
酒質經過融合(marrying)更為圓潤、滑順
焦糖著色及冷凝過濾
添加焦糖添加物以滿足豐潤色澤
冷凝過濾的原理與作用
冷凝過濾會喪失部分風味?
OB、IB裝瓶的區隔
獨立裝瓶廠
IB裝瓶提供許多冒險樂趣
酒齡
酒色、酒齡與酒質迷思
停儲在橡木桶的完美熟成時刻
老酒行蹤之迷
新舊裝瓶與瓶中陳年
*延伸閱讀:The old good times
*延伸閱讀:The Young in old good times
調酒師的勾兌構想,成就了酒廠風格
格蘭花格與克拉格摩爾的風味特色
產區無法造就獨特風味
代表生命氣息的風土滋味
【推薦序】靠精準數據熟陳的威士忌全書 姚和成
【推薦序】知識狂熱者的威士忌書寫 葉怡蘭
【推薦序】酒勿嫌濁,人當取醇 蘇世昌
【自序】白髮戴花君莫笑,人生何處似樽前
第一篇 細說從頭──從生命之水到蘇格蘭威士忌
蘇格蘭威士忌簡史
1494~1725年:啟蒙及私釀
1725~1823年:酒汁法、高地線、貨物稅法
1823~1853年:連續式蒸餾器、穀物威士忌
1853~1870年:調和式威士忌、義大利雜貨店、烈酒法
1870~1900年:DCL、The Glenlivet、大爆發、塔樓、派替生危機
1900~1914年:何謂威士忌、Whiskey
1914~1933年:一次大...
商品資料
出版社:寫樂文化有限公司出版日期:2018-01-31ISBN/ISSN:9789869561112 語言:繁體中文For input string: ""
裝訂方式:精裝頁數:432頁
購物須知
退換貨說明:
會員均享有10天的商品猶豫期(含例假日)。若您欲辦理退換貨,請於取得該商品10日內寄回。
辦理退換貨時,請保持商品全新狀態與完整包裝(商品本身、贈品、贈票、附件、內外包裝、保證書、隨貨文件等)一併寄回。若退回商品無法回復原狀者,可能影響退換貨權利之行使或須負擔部分費用。
訂購本商品前請務必詳閱退換貨原則。


 6收藏
6收藏

 27二手徵求有驚喜
27二手徵求有驚喜