這是一趟深度探索日本蒸餾廠,尋找「威士忌道」的旅程。
全球首屈一指的威士忌作家戴夫‧布魯姆,在這本書中說出了日本威士忌的故事,揭露了這個迷人威士忌文化背後的理念,以及何以這些理念與日本職人工藝的概念不謀而合。戴夫和攝影師武耕平一同踏上縱橫日本的旅程,探索日本威士忌之所以是日本威士忌的原因,以及威士忌道的奧祕。
戴夫除了詳細介紹蒸餾廠,也訪問威士忌製造者、品嚐各種類型的酒款,並記下完整的品飲筆記。戴夫一貫相信,日本人製作威士忌的方式,必定和日本的眾多傳統技藝有許多共通之處。全書貫穿對和紙、揉茶、陶藝、錫藝、製香、箍桶等傳統職人,以及大廚和調酒師的深度訪談,展現出威士忌這項外來文化如何融入日本哲學與美學,成為文化的一部分,而造就出今天全球追捧的獨特威士忌。
戴夫‧布魯姆過去20年來不間斷地造訪日本威士忌蒸餾廠,是這種迷人的威士忌風格的頭號評論家。從日本西南方明石的白橡木蒸餾廠,到北方北海道的余市蒸餾廠,這本由專家親身導覽,帶你體驗日本威士忌與品飲的精髓。
作者簡介:
戴夫‧布魯姆從事威士忌寫作至今25年。已出版八本著作,其中《喝吧!》(Drink!)和《萊姆酒》(Rum)二書贏得格蘭菲迪年度最佳酒類圖書獎。戴夫兩度贏得格蘭菲迪年度最佳酒類作家獎,最近並由聲譽卓著的國際葡萄酒暨烈酒競賽(IWSC)頒發年度最佳品評人獎。2015年,調酒盛會「調酒傳奇」(Tales of the Cocktail)頒給戴夫最佳調酒與烈酒獎(Best Cocktail & Spirits award),緊接著在2016年頒予了金黃烈酒獎(Golden Spirit Award)。戴夫在這一行的20多年中,經常前往法國、荷蘭、德國、美國和日本提供教育訓練,在國際間擁有廣大的追隨者。
戴夫的專業涵蓋消費特性和產業報告,也積極參與威士忌教育,擔任多家大型蒸餾廠品酒技術的顧問,並教導一般民眾與專業人士。戴夫亦參與開發了帝亞吉歐公司的泛用型威士忌品飲輔助工具「風味地圖」(Flavour Map™)。
各界推薦
名人推薦:
「偉大的戴夫‧布魯姆又寫下了一本美麗的傑作!這本日本威士忌的書是最佳烈酒圖書之一……絕對經得起時間考驗。非常傑出!如果你愛威士忌,這本書一定要列入收藏。」―佛列德‧米尼克(Fred Minnick),《華爾街日報》暢銷作家、波本威士忌策展人與品評家
「知識,正直、熱情──這三個詞最適合用來形容戴夫‧布魯姆的作品,他寫下的每一句話都展現出這樣的特質。」約翰‧韓塞爾(John Hansell),《威士忌代言人》(Whisky Advocate Magazine)雜誌發行人兼總編輯
名人推薦:「偉大的戴夫‧布魯姆又寫下了一本美麗的傑作!這本日本威士忌的書是最佳烈酒圖書之一……絕對經得起時間考驗。非常傑出!如果你愛威士忌,這本書一定要列入收藏。」―佛列德‧米尼克(Fred Minnick),《華爾街日報》暢銷作家、波本威士忌策展人與品評家
「知識,正直、熱情──這三個詞最適合用來形容戴夫‧布魯姆的作品,他寫下的每一句話都展現出這樣的特質。」約翰‧韓塞爾(John Hansell),《威士忌代言人》(Whisky Advocate Magazine)雜誌發行人兼總編輯
章節試閱
富士御殿場(FUJI-GOTEMBA)
我來這裡見麒麟(Kirin)的首席調和師田中城太(Jota Tanaka)。他個子高,有股苦行僧的氣質,是風趣而一貫熱心的人物,不只熱衷展示自己的蒸餾廠,也渴望了解威士忌世界還發生了什麼事。他是我的一個試金石,而且在接下來的幾個月中,幫助我揭開了更多的奧祕。「別叫我田中先生。」他說。「叫我城太。」
富士御殿場蒸餾所建於樂觀主義的時代,當時日本正盡其所能狂飲威士忌──而且完全不出口。當時加拿大的巨頭施格蘭(Seagram)已經把觸手伸進蘇格蘭──他們自1950年代起,就擁有起瓦士兄弟集團(Chivas Bros)──並在加勒比海和南美擁有不少蘭姆酒蒸餾廠。現在施格蘭把目光轉向東方了。他們相中日本麒麟啤酒公司作為對等的合作夥伴,在1972年建立這間蒸餾所,隔年開始運作。
這也是合情合理。日本的經濟繁榮,威士忌業產蒸蒸日上;威士忌的銷路一向是成功的指標,那時也不例外。日本的上班族白天勤勉辛勞,下班之後,可以小酌或暢飲水割(mizuwari,威士忌加水和冰塊),解開領帶好好放鬆。看在有心攻占全球的蒸餾廠眼裡,要拿下日本根本簡單至極。
酒廠選擇蓋在離富士山不遠處,是有一定的象徵意義──但也是樂觀的表現。畢竟這是一座活火山,何況附近還是日本自衛隊的實彈射擊場。岩漿和炮彈,兩者和酒精都不太搭。
城太解釋道,這麼做其實有比較實際的理由:「公司的人找遍了全日本,把可能的選址縮減到八個。這個點是因為氣候和位置而中選──那時公路建好了。平均溫度是攝氏13度,相對溼度85%。對威士忌熟成很好──只是對人不好!」
水源充足,而且經過山上的火山岩過濾。融雪經過51年才能滲透岩床,流到蒸餾廠三座100公尺深的井裡。
對大部分的訪客而言,日本蒸餾廠只是在模擬蘇格蘭的蒸餾廠。原料相同,工具組也一樣。
大部分的蒸餾廠的風格也不只一種。不過日本和蘇格蘭一樣,威士忌的財富是建立在調和威士忌上,只是不像蘇格蘭威士忌,日本的蒸餾廠從來不交換庫存,因此調和所需的所有威士忌都不得不在原廠製作。這是威士忌產業必須不斷創新的根源之一,受到需要拓展風味組合的驅策。不過城太不以為苦。畢竟加拿大產業就是這麼演進過來的──用玉米製作基酒,然後用其他「小粒穀物」做出增添風味的威士忌,各自分開熟成,然後調和。
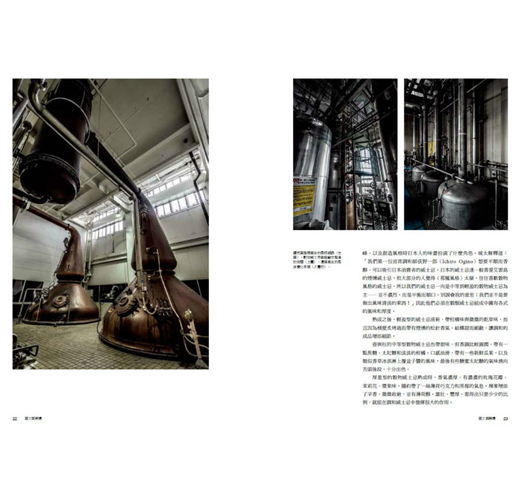
想開始了解御殿場,首先暫時別想麥芽威士忌。在這裡,一切始自穀物威士忌。這裡穀類發酵槽和麥芽發酵槽的數量是12:8,由此可見主要的風格是哪一種。我們漫步走過發酵槽,來到一間令人驚奇的控制室,當初1970年代的設備使這裡帶了一股007反派巢穴的味道。我們走進一間意外窄小的穀物蒸餾室時,城太笑著說:「40年前可是劃時代的呢!」
這裡有三種蒸餾器,由現場的熱度和嘶嘶聲判斷,這些蒸餾器同時在運作。有個波本式的配置,讓富含裸麥的糖化液通過啤酒蒸餾柱(beer column)和加倍器(doubler),產生厚重的蒸餾液,酒精度是70%。還有個「壺與柱」(kettle and column)的配置,和我在金利(Gimli)看過的類似(金利是施格蘭之前的一間蒸餾廠,位在加拿大溫尼伯〔Winnipeg〕附近,現在為帝亞吉歐〔Diageo〕所有)。5萬公升的玉米與發芽大麥蒸餾液通過啤酒蒸餾柱之後,在「加熱壺」中收集,重新加熱,通過61層隔板的精餾器。雖然酒精度高,但風味豐富,形成御殿場中等型酒體的風格。第三組設備是五柱的蒸餾器,會產出玉米為基底的蒸餾液,雖然酒精度和壺與柱的蒸餾液相同,但過程的選擇度高,因此風格比較輕盈。加入不同種類的酵母和桶型之後,穀物威士忌本身就能有很寬廣的可能性。
柱式蒸餾的威士忌往往被視為沒有個性的填充物。御殿場的方式顯示,這種穀物威士忌是風味導向的,能為調和威士忌貢獻特色。平心而論,在蘇格蘭威士忌中,穀物威士忌可說是調和威士忌中比較輕盈的成分;雖然可能增添風味、口感和特質,但賦予力道的是麥芽威士忌。御殿場的做法恰恰相反。他們的麥芽威士忌是輕盈、酯味、細緻的成分,而穀物威士忌(尤其是厚重和中等型)則賦予重量。
不過何必反其道而行呢?「蘇格蘭以強勁、陽剛的麥芽威士忌聞名,因此穀物威士忌的風味一定要比較輕淡。我們的麥芽近乎陰柔,於是我們覺得有機會用風格迥異的各種穀物威士忌當關鍵的推手。」
製作麥芽威士忌的所有程序都有助於讓成品的本質更輕盈──比方說,長時間發酵時,蒸餾時罐式蒸餾器的林恩臂是上揚的──據說是仿照史翠艾拉(Strathisla)的林恩臂製作,不過看起來比較像格蘭凱斯(Glen Keith)──使得較重的成分從蒸氣變回液體,失去動力而落入下方沸騰的酒液中,以待重新蒸餾。
城太和他的團隊也在實驗不同品系的酵母──蘇格蘭威士忌只用一種風格的酵母,因此這又是另一個不同之處。日本的蒸餾廠和一些加拿大、美國的蒸餾廠一樣,以酵母作為貢獻風味的一個關鍵。麒麟的四玫瑰(Four Roses,也曾為施格蘭所有)使用五種不同的品系,或許把這做法發揮到了極致。
城太說:「我在四玫瑰工作之前,從沒想過威士忌裡的酵母。現在我已經完全迷上了。我們一開始用兩種;一種有果香,一種可以增添稠度。現在我們嘗試在麥芽用其他的酵母,包括艾爾啤酒酵母(ale yeast)。我們在不同風格的穀物威士忌中也會用不同的酵母。」
我們漫步走到倉庫,那座倉庫是個完整的空間,每面23層高、23桶深。那樣的規模讓人顯得渺小,迷失方向;看著橡木崖壁在兩旁升起,往遠方延伸出去,令人喪失透視感。
這樣建造不是出於美學考量,而是基於實際因素。城太解釋道:「我們的空間有限,因此倉庫必須比平常更高。而我們又不希望不同樓層之間像在肯塔基州一樣,有溫度極端的效應。我們希望平順的成熟,所以決定不要分割成不同樓層,讓倉庫的空間保持完整。」
雖然如此,底部和頂端還是有溫差,而溫差影響了風味(溫度愈高,從木桶萃取愈多),於是城太調和一個批次時,會用上倉庫每一層的酒。
雖然大部分的威士忌是用波本桶,但也有一些新桶,尤其是厚重的穀物威士忌,最近的選擇更廣,新增了雪莉桶──PX和歐洛羅索(Oloroso)──與水楢木桶。
我們回到調和室,檯面上放滿樣本,而我們談起季節、熟成的巔峰,以及創造風格時日本人的味蕾扮演了什麼角色。城太解釋道:「我們第一位首席調和師荻野一郎(Ichiro Ogino)想要平順而香醇、可以吸引日本消費者的威士忌。日本的威士忌迷一般喜愛艾雷島的煙燻威士忌,但大部分的人覺得(那種風格)太硬,往往喜歡穀類風格的威士忌,所以我們的威士忌一向是中等到輕盈的穀物威士忌為主──並不濃烈,而是平衡而順口。別誤會我的意思;我們並不是要做出風味清淡的東西!」因此他們必須在穀類威士忌組成中擁有各式的風味和厚度。
熟成之後,輕盈型的威士忌清新、帶柑橘味與微微的乾草味,而且因為桶壁炙烤過而帶有煙燻的松針香氣。結構甜而細緻,讓調和的成品增添細節。
壺與柱的中等型穀物威士忌也帶甜味,但香調比較圓融,帶有一點焦糖、太妃糖和淡淡的柑橘。口感油滑,帶有一些新鮮瓜果,以及類似香草冰淇淋上覆盆子醬的風味,最後有些糖蜜太妃糖的氣味湧向舌頭後段。十分出色。
厚重型的穀物威士忌熟成時,香氣濃厚,有濃濃的玫瑰花瓣、茉莉花、漿果味,隱約帶了一絲薄荷巧克力和黑莓的氣息。裸麥增添了辛香、微微收斂,並有薄荷醇。雄壯、豐厚,看得出只要少少的比例,就能在調和中發揮很大的作用。
麥芽威士忌是錦上添花,帶有花朵、奇異果、威廉梨和新鮮草莓的風味。接著城太拿出輕泥煤的變化版。等等,煙燻?我確定之前沒提過煙燻的事。但怎麼會沒有呢?又是讓蒸餾廠中的風格最大化的原則。煙燻味非常隱約,不是強烈的宣言,倒像一段記憶,讓人想起遠方街後花園裡火堆冉冉冒煙的香氣。少數一些威士忌中,也有一點松樹、薄荷的元素──也許來自蒸餾液,也許源於木桶和氣候。然而,這一切都有一種凝聚的要素。層次分明、優雅、有時低調,有時比較強勁,但這裡畢竟是日本,所以總是彬彬有禮。
目前只有三種品項裝瓶問世。日本經歷了數十年的威士忌風潮,在1990年代戛然而止,當時頒布新的稅法,加上新一代的消費者揚棄了父執輩的飲料,造成銷量大跌,而蒸餾廠不是關閉,就是改行非常短期的運作。
如今日本威士忌產業或許全球追捧,但儘管國內的銷量已經恢復成長,卻沒有足夠的成熟庫存來滿足這波躍升的需求。威士忌製造者多少在玩猜數字遊戲──預測善變的大眾十年之後會想喝什麼。御殿場的庫存和全日本蒸餾廠一樣,缺口比不修邊幅的教授毛衣上的洞還要多。
這情況對城太來說,可能是挑戰,也可能是機會。他只有不完整的系列可以操作,但需要維持存在感,展示蒸餾廠的風格範圍。這表示必須小量釋出陳放過的產品(寫作本書時,是17年的麥芽威士忌和25年的穀物威士忌),並將重點放在以無酒齡標示、風味為重的調和威士忌:富士山麓(Fuji-Sanroku)。
不標示酒齡不只能讓城太能取用最廣泛的庫藏,也讓他在調和時,不用花個12年等一款威士忌熟成,可以更盡情發揮。
這是日本蒸餾廠都採取的做法,卻一直遇到某種程度的……該怎麼說呢?……抵抗吧,因為喝威士忌的大眾已經養成一個錯誤的觀念:酒齡決定品質。
城太解釋無酒齡標示(No Age Statement,NAS)的創意優勢,他指出每一型威士忌、其實是每桶威士忌的狀況,並不是隨著一條穩定提升的線,從「差勁」(未成熟)變成「優良」(成熟),而是按一道可能性的弧線而變化。威士忌一開始尖銳而猛烈,充滿未成熟的元素,但隨著木桶、酒、空氣和時間的作用,威士忌會改變,經歷熟成、風味轉變的攀升階段,達到一個巔峰,最後木桶開始發揮較大的影響,而威士忌變得更帶有木質味。
每種風格都有自己的曲線,每種桶型也是。倉庫裡的每一層也會產生不同的風味曲線。因此時間變成判斷品質的粗略方式。成熟度可以看作一個三度空間的風味世界,任調和師選用。
城太解釋道:「這關乎酯類與酯類在熟成過程中的改變。一開始青澀、刺激而尖銳;在巔峰時有果香、花香、圓潤而香醇;過後帶酸、木質味、堅硬。」這是成熟的巔峰,但還是會受到穀物配方、蒸餾技術、桶型和倉庫位置影響。
他繼續說:「我們說到季節食物時,對這種情形有特別的描述方式。『爭鮮』(走り)是最早、最新鮮的;『當季』(旬)是巔峰,而『惜別』(名残)是產季將盡的時候。產季中,食物的味道會改變,會有和熟成曲線一樣的表現。」
這種概念之後將成為常見的主題,這是我遇到的第一例,重點不只在於解釋成熟度和無酒齡標示威士忌,而是日本的威士忌製造者如何輕而易舉地從技術世界轉換到哲學世界;因為談威士忌和談食物沒兩樣,而援引日本看待季節性的方式,有助於讓威士忌在更寬廣的文化與風味導向的架構中紮根。
威士忌嚐起來未必因此不同,不過我覺得這確實表現出調和師的心態(然而日本比其他任何製作威士忌的國家都要注重威士忌和食物緊密結合)。
城太的裝瓶強度也比較高,富士山麓的酒精度是50%,以「增強鮮味(umami)元素」,而新的調和威士忌展現更多厚重的穀物感,增添一些結構,提升複雜度和層次。
此外這裡還有另一個元素,深入了日式作法的核心。一切都發生在那一刻的執著,也就是使用加拿大式配置的蒸餾廠,決定開始製作有辨識度的日本威士忌的那一刻。任何文化都會占有、吸收外來影響;日本的工藝都來自中國和韓國;威士忌製作則來自蘇格蘭(御殿場是來自北美),不過都受到轉換、持續改良,因此經過一段培育期之後,會展現熟悉但有點不同的風貌。
城太說:「我們從蘇格蘭、加拿大與美國引入技術和設備,想做出正統的威士忌。不過我們做了點更動,混合所有的元素,卻不受元素的限制,並且做些新的嘗試,做出我們自己獨特的風格。那不是蘇格蘭麥芽威士忌、加拿大玉米威士忌,或是美國波本威士忌,而是我們的威士忌。」他停了一下,又說:「富士山麓雖然有不同風格、不同組成的一些元素,但還在發展中。還有改進的空間。」這番話中,又出現另一個主題──改善法,也就是不斷前進,拒絕接受某個樣板已經固定不變了。對城太而言,就是溫和地在他的中加上酒體較重的蒸餾液──比方說玉米比大麥50:50、口感粗獷的穀物配方。
「可以做到的事和我們想要做到的事之間,有微妙的界線。我們想要做到很多事,但我們不會全部展示出來!有些國家會什麼都試試,然後裝瓶起來。我們想挑戰自己,創造出新的一系列風味,讓我們建立起來的東西更有價值。」換句話說,實驗是有重點的。
我們準備前往東京。我突然想到,富士御殿場有點像富士山──就在眼前卻視而不見。雖然是間規模龐大而創新的蒸餾廠,對自己的成就卻一直很低調(我覺得太過低調了)。有庫存的問題,但也一直有厭惡外銷的古怪問題。即使在日本,也不是大家第一個想到的威士忌。御殿場值得更為人所知;不只是因為御殿場的威士忌品質,也是因為御殿場的作法讓日本威士忌有了另一個面向。
我感覺到有些事情轉變了。富士御殿場的威士忌與它新生的自信,有一種低調的大膽。
就像俳句詩人小林一茶的〈蝸牛〉,御殿場不斷在前進。
小小的蝸牛
一吋一吋慢慢爬
爬上富士山!
富士御殿場(FUJI-GOTEMBA)
我來這裡見麒麟(Kirin)的首席調和師田中城太(Jota Tanaka)。他個子高,有股苦行僧的氣質,是風趣而一貫熱心的人物,不只熱衷展示自己的蒸餾廠,也渴望了解威士忌世界還發生了什麼事。他是我的一個試金石,而且在接下來的幾個月中,幫助我揭開了更多的奧祕。「別叫我田中先生。」他說。「叫我城太。」
富士御殿場蒸餾所建於樂觀主義的時代,當時日本正盡其所能狂飲威士忌──而且完全不出口。當時加拿大的巨頭施格蘭(Seagram)已經把觸手伸進蘇格蘭──他們自1950年代起,就擁有起瓦士兄弟集團(Chivas Br...
作者序
【前言】
我這輩子第一次到日本的第一天是這麼過的:來到東京的成田機場,在東京市區吃壽司當午餐,坐子彈列車(新幹線)到京都,轉乘火車到山崎。我還沒弄清發生了什麼事,就坐在我的良師老友麥可‧傑克森(Michael Jackson)身邊,而三得利的首席調和師輿水精一(Seiichi Koshimizu)要請我們品嚐三得利的威士忌了。酒色微紅,有股我們未曾嚐過的芬芳。我們只能猜測,而輿水精一露出羞澀的微笑。「是水楢木,一種日本的橡木。我們覺得有寺廟的味道。」
我說過,那是我到日本的第一天。我還沒機會聞到寺廟的味道。這下子我想聞聞看了。那是氣味在文化層面的一課。氣味不受言語限制,但容許不同的詮釋,而詮釋的方式多少取決於成長背景。我會說,帶煙燻味的威士忌聞起來像1967年左右的英國格拉斯哥(Glasgow)地下鐵。日本同仁可能解讀為某種藥物。經歷和地緣決定了我們用哪些詞彙來描述我們周圍的氣味。旅行的一個迷人之處,就是發掘新的味道和風味,比較家鄉和這個新地方。那晚後來,我坐在一名舞妓身邊(舞妓是京都對藝妓的稱呼),她的開場白是:「你們在蘇格蘭常吃小馬鈴薯嗎?」
不過這種水楢木有其獨到之處。水楢木有樹脂味,有點像檀香,帶點椰子味;但這些形容都不夠精確。我大可以在腦中為水楢木貼上「異國風情」的標籤就罷,但我欲罷不能。我的鼻子帶我更深入日本。「有寺廟的味道」這下子像在提議我該去找寺廟,吸進寺廟的氣息。最後,那句話帶著我發現了香,而那道芬芳的線索從日本延伸到越南、阿拉伯、高級調香師,然後再度回到日本。
我慢慢發現,使用水楢木是(一些)日本威士忌產生獨特標記的方式。用了水楢木,就像在說:「這股香氣是我們威士忌的一個特色。我們是因為水楢木的香氣所以用這種木頭,而那香氣對我們有種特殊意義。」水楢木讓威士忌在日本生根,讓大家覺得日本威士忌與眾不同。
就在那天,三得利的三鍋昌治( Masaharu Minabe)把日本威士忌描述為「透明」。這些威士忌的香氣強度有別於蘇格蘭威士忌;矛盾地設法使之既鮮明又細緻,巧妙地強烈。風味有條理、複雜卻又連貫;既清晰又精準。有些是蘇格蘭威士忌的熟悉特色,但呈現的方式卻不同。每一杯都是威士忌,卻不是我從小喝到大的威士忌。從此之後,使得日本威士忌很「日本」的要素,就令我念念不忘。
我很幸運,之後就每年會去那個國家兩次,甚至三次。每次我回去時,似乎就開啟另一道門。一開始,我以為是因為他們開始信任我,但那只是自尊心作祟。我懷疑如果我知道該問什麼問題,就自然有了答案。我飽受折磨,卻蠢到沒發現。我的腦袋跟上之後,這些看似難懂的哲學問題其實非常合理。於是事情繼續發展,進展緩慢,仍問著那個問題:「但為什麼是日本人?」
日本和蘇格蘭蒸餾廠的生產方式時常有微妙的差異,這可能是一部分的原因。有些差異是由於氣候和氣候對熟成的影響。水楢木當然是一個因素,不過不是所有的威士忌都有這個因素。我逐漸開始相信,其餘的謎根源於地域。威士忌與生產威士忌的文化密不可分。威士忌的生產過程受到許多因素影響──原料、氣候、地貌、料理、味覺、消費形態。日本的文化風土和蘇格蘭(或其他任何製作威士忌的國家)都截然不同。
我開始納悶,如果日本的威士忌製造者和這個國家的其他傳統職人之間有某種看不見的連結呢?我愈是拜訪威士忌製造者、和他們談話,愈發現他們是職人,是投身技藝的工藝大師。他們對待威士忌的方式,充滿「改善法」(kaizen)的概念──也就是持續漸進地改善。背後似乎有一種美學,把威士忌連結到其他技藝的網絡──像是廚藝、陶瓷工藝、金工、木工,以及設計和建築;甚至酒保工作的方式。我愈看(或愈著迷),愈發現同樣的推動力。那種清晰感存在於食物中,表露於缺乏裝飾;在俳句中也看得到。不過我做的連結也可能並不存在。或許他們只是製作威士忌而已。或許我只是瘋了。不論如何,我必須一探究竟。
於是我回去了,去造訪所有蒸餾廠、拜訪其他的職人。問他們的動力是什麼,他們的工作背後有什麼。看看那些連結是否其實存在。這是雙方的實地測試。不論如何,這終究是一本書,但這本書的內容不止於品飲筆記、評分、講述歷史和如何製作威士忌的章節,以及深入的真相與數據。那些都很實用,就讓其他作者告訴你吧。
但我要的不同。我想探究為什麼威士忌那麼重要,是什麼驅策著這些人前進,那和日本文化有什麼關聯,而傳統起了怎樣的作用。他們的技藝有多麼精湛,或多麼不穩定?
21世紀的一大矛盾,是連結增強,卻切割了我們和據說我們不喜歡的事物。我們不再隨意看看。演算法告訴我們,我們喜歡什麼、甚至喜歡誰。威士忌這樣的東西幾乎被縮限為品飲筆記和程序的統計數據。這個世界複雜而相互依賴,但這世界的豐富和混亂卻持續受到侵蝕,連結不斷流失,而隨著連結流失,威士忌脫離了地域、歷史、天氣、水和岩石,以及製作威士忌的人。切割威士忌和這一切,其實貶抑了威士忌本身和製作威士忌的人。不能容許這樣的事情發生。
【前言】
我這輩子第一次到日本的第一天是這麼過的:來到東京的成田機場,在東京市區吃壽司當午餐,坐子彈列車(新幹線)到京都,轉乘火車到山崎。我還沒弄清發生了什麼事,就坐在我的良師老友麥可‧傑克森(Michael Jackson)身邊,而三得利的首席調和師輿水精一(Seiichi Koshimizu)要請我們品嚐三得利的威士忌了。酒色微紅,有股我們未曾嚐過的芬芳。我們只能猜測,而輿水精一露出羞澀的微笑。「是水楢木,一種日本的橡木。我們覺得有寺廟的味道。」
我說過,那是我到日本的第一天。我還沒機會聞到寺廟的味道。這下子我想聞聞看了。那...
目錄
前言-6
富士御殿場-14
Mars信州-36
白州-52
秩父-70
知多-112
山崎-128
白橡木-182
余市-206
宮城峽-222
索引-250
參考文獻-251
索引-252
作者簡介-255
謝誌-256
前言-6
富士御殿場-14
Mars信州-36
白州-52
秩父-70
知多-112
山崎-128
白橡木-182
余市-206
宮城峽-222
索引-250
參考文獻-251
索引-252
作者簡介-255
謝誌-256
商品資料
出版社:大石文化出版日期:2019-08-01ISBN/ISSN:9789578722460 語言:繁體中文For input string: ""
裝訂方式:精裝頁數:256頁開數:19*27
購物須知
退換貨說明:
會員均享有10天的商品猶豫期(含例假日)。若您欲辦理退換貨,請於取得該商品10日內寄回。
辦理退換貨時,請保持商品全新狀態與完整包裝(商品本身、贈品、贈票、附件、內外包裝、保證書、隨貨文件等)一併寄回。若退回商品無法回復原狀者,可能影響退換貨權利之行使或須負擔部分費用。
訂購本商品前請務必詳閱退換貨原則。


 1收藏
1收藏

 10二手徵求有驚喜
10二手徵求有驚喜