






















前言
第一章 工廠經營與生產製造的運作
1-1 工廠的基礎就是QCD管理
1-2 實現QCD改善的PDCA和管理項目
1-3 品質管理的運作與目的為何?
1-4 控制成本增加獲利的結構調整
1-5 生產管理是透過廣泛的統籌控制達成順暢的生產
1-6 生產型態的分類與特徵
1-7 依據生產加工方式可分為組裝式生產與流程式生產
1-8 依據人員的配置可分為生產線式生產和單元式生產
1-9 依據機台的配置方式可分為流線式生產與零工式生產
1-10 依據物料採購的方式可分為推式生產與拉式生產
1-11 依據庫存的評估方法可分為存貨式生產與接單式生產
【專欄一】IT應用技術的再進化!
第二章 產品資訊和資訊系統是工廠業務的基石
2-1 資訊系統是工廠業務的基石
2-2 PLM(產品生命週期管理)管理就是所有業務獲利的管理
2-3 透過PDM(設計變更管理系統)對產品開發的所有資訊進行一元化管理
2-4 工廠的所有物品與人員都應該有代碼(數字或記號)
2-5 品項代碼可分為有意義的品號和無意義的品號
2-6 工廠內部用於生產的各種代碼
2-7 產品資訊管理系統的基礎就是物料主檔
2-8 支援開發設計的CAD、CAM、CAE、RP和CAT
2-9 BOM(物料清單)是產品資訊管理系統的基礎情報
2-10 與技術鏈息息相關的BOM(物料清單)
2-11 前置參與可以實現快速的產品開發
【專欄二】Japan Exception日本是世界上唯一的例外!!
第三章 最新供應鏈的完整說明
3-1 所謂供應鏈,就是從物料的調度到出貨
3-2 供應鏈發展的各個階段
3-3 連接工廠各種功能的供應鏈
3-4 從需求預測到生產規畫的生產銷售庫存計畫系統
3-5 從生產計畫到主生產排程的生產銷售庫存計畫系統
3-6 MRP(物料需求計畫)的結構與功能
3-7 以物料需求計畫(MRP)計算為基礎的採購指示派令和生產指示派令評估
3-8 MRP方式與生產批號管理的生產型態分類
3-9 採購管理系統的供應商訂單與交貨管理
3-10 非正式與正式的採購方式、看板系統、VMI存貨管理等的採購管理系統
3-11 負責採購交易的供應商關係管理(SRM)系統
3-12 庫存資訊是生產管理最核心的資訊
3-13 提高庫存準確度就是提高生產管理系統的精準度
3-14 ABC管理可以有效降低庫存
3-15 生產計畫排程影響生產製造的順暢與否
3-16 MES(製造執行系統)的製程進度管理
3-17 看板方式的製造管理系統
3-18 搬運物流的「可視化」才能消除不必要的作業流程
3-19 倉儲管理系統和運輸管理系統
【專欄三】工廠物流是IoT的先鋒!
第四章 支援生產製造的重要功能和全球最新大小事
4-1 安全管理是工廠最重要的功能
4-2 以客戶需求為基礎的品質改善活動
4-3 品質檢查的結構與品質的生產履歷
4-4 成本精算的新功能與IoT的準確度提升
4-5 成本管理系統的成本資訊應用
4-6 ERP是支援所有工廠營運的基本資訊系統
4-7 3R環保理念下的環境問題相關資訊管理
4-8 影響環境和人類的RoHS、WEEE、REACH和HACCP規範
4-9 建立BCP(Business Continuity Plan;企業持續營運計畫)將可能產生的危險降到最小
【專欄四】庫存:從「罪」庫到「財」庫
第五章 工廠IoT的運用
5-1 工廠運用系統的發展史與智慧工廠
5-2 何謂工廠IoT的應用
5-3 製造業系統標準化的動向①工業4.0
5-4 製造業系統標準化的動向②美國的IIC和日本的IVI
5-5 工廠內的稼動狀況可由IoT 的可視化一目了然
5-6 可視化資訊的應用可以立即反映工廠現狀
5-7 可視化資訊的應用可以推算未來的生產活動
5-8 案例研究:日立製作所大甕事業所為什麼採用IoT?
5-9 設計效率化與協調製造的生產製造整體的最適化
5-10 製程的調整和生產計畫的自動化可以縮短交貨時間
5-11 製程機械的相關訊息藉由KOMTRAX就可以遠距確認
【專欄五】養蜂人家的AI應用實例
第六章 AI、大數據和RPA的工廠應用
6-1 AI與傳統系統有何不同?
6-2 過去多次的AI浪潮起落成就了這次的AI革命
6-3 AI導入時的提案與工廠的應注意重點
6-4 大數據的有效應用與數據量增加後的課題
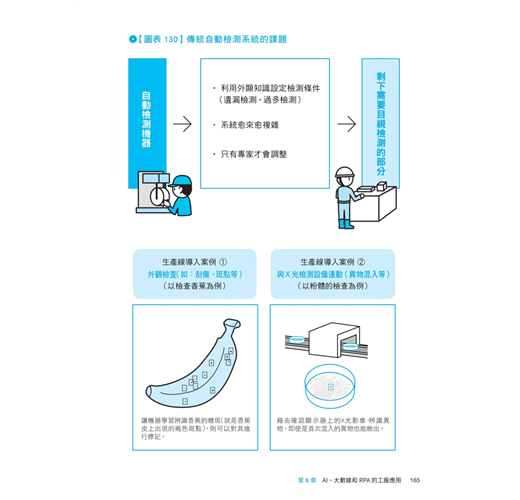
6-5 AI實現目視檢測的自動化
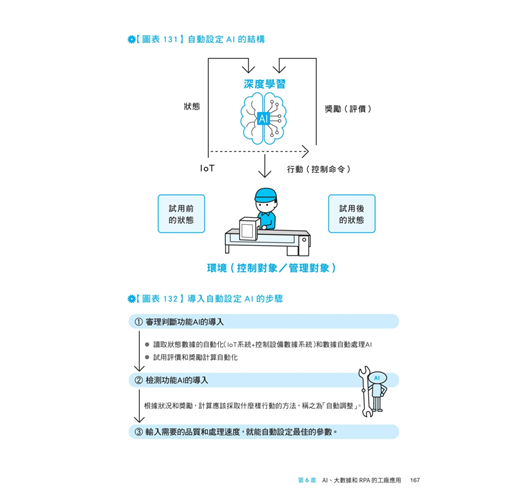
6-6 AI實現機械參數的自動設定
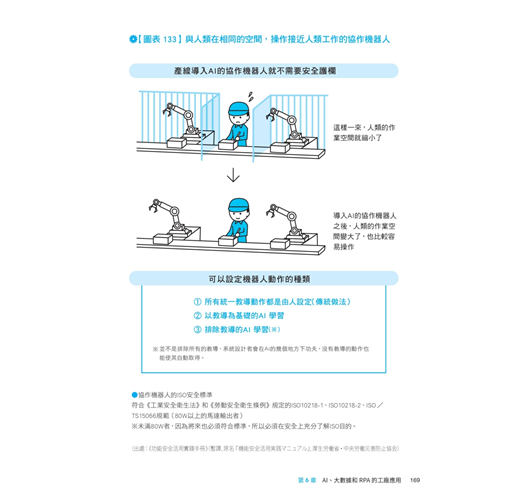
6-7 AI的應用實現了機器人動作的自主學習
6-8 AI針對不良原因解析的應用
6-9 AI的應用與設備的保養維護
6-10 RPA取代並提高辦公室業務的效率與自動化
6-11 RPA的特徵與有效的運用
6-12 RPA的應用事例① STAGE 1至STAGE 2
6-13 RPA的應用事例② STAGE 3
【專欄六】「智慧工廠」 的未來樣貌?
第七章 製造業生存法則的全球策略
7-1 日本製造業的課題是產品代碼編號系統
7-2 學習美國企業的先進範例採用全球物品代碼編號系統
7-3 集中式的MRP系統可以迅速反應市場需求
7-4 學習先進的美國製造業案例中的全球MRP系統
7-5 跨國企業的技術新知需要設計部門和工廠之間的密切合作
7-6 跨國企業的工廠運作與生產設備進度的監控
7-7 跨國企業庫存的「可視化」與各地庫存調度評估的改善
7-8 跨國企業的會計連結、財務和成本的一元化管理
本書各章作者介紹
主要參考文獻
譯名對照